Полировка выпускного коллектора двигателя Ваз 21126
Теория
Полировка выпускного коллектора на стоковом двигателе не
даёт большой прибавки производительности, но если очень хочется можно и
заполировать. Я это делал для того чтоб убрать заусенцы и дефекты литья при
изготовлении ГБЦ. В полированном коллекторе по теории должно меньше
скапливаться нагара, отсутствуют лишние завихрения мешающие более свободному
выходу отработанных газов. Впускной же коллектор наоборот не рекомендуется
полировать. Так как в впускном коллекторе скорость потока ниже, чем в
выпускном, и шероховатости как раз создают завихрения воздуха, которые помогают
топливу лучше смешиваться с воздухом. Тем самым обеспечивая лучшее сгорание
топлива.
Инструмент
Для работы я использовал электрогравер, наждачную бумагу
разной зернистости, набор фрез, и несколько абразивных резиновых кругов
разной зернистости, если у кого то хватит терпения можно использовать
полировальные пасты и войлочные круги.

Электрогравер


Фрезы насадки, резиновые абразивные круги
Подготовка
Не буду описывать детально как снимается Головка блока
цилиндров, как разбирается, как рассухаривать клапана. Главное это снять с ГБЦ
всё лишнее, тщательно очистить её от грязи и
масла. По возможности удалить нагар, так как он будет сильно мешать
обрабатывать поверхность.
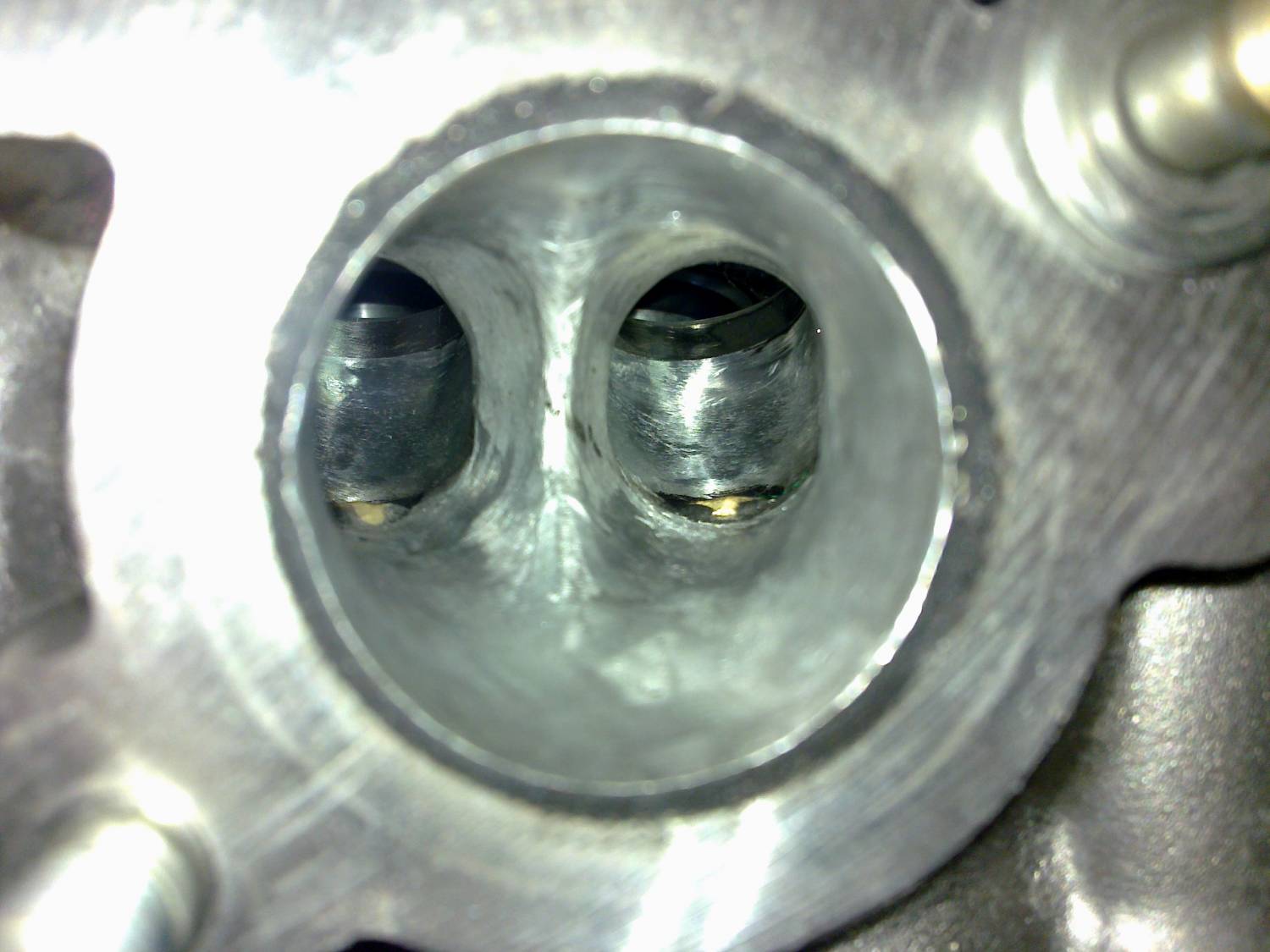
Теперь когда всё готово, с помощью различных фрез и шарошек
начинаем срезать лишний металл, срезаем острые углы, ступеньки образованные при
литье и ступеньки в местах где установки сёдел клапанов, и крупные
шероховатости. На стоковом моторе не стоит пытаться увеличить проходное
сечение, т.к. стенка и без того тонкая, в некоторых местах 3-4 мм не более, и есть
вероятность повредить ГБЦ. Будьте осторожны не повредите привалочные плоскости
выпускного коллектора в месте прилегания прокладки. Так же будьте внимательны и
осторожны в местах где установлены сёдла клапанов и направляющие втулки
клапанов. Направляющие втулки клапанов мешают при обработке поверхности, есть несколько
вариантов, можно выпресовать их на горячую, потом установить на место, можно
вообще срезать заподлицо выступающие части, чтоб лишнее не
мешало свободному прохождению отработанных газов. Но я не рекомендую этого
делать т.к. уменьшится рабочая поверхность втулки клапана, она будет быстрее
изнашиваться и клапан будет работать с перекосом. 

В некоторых местах, чтоб создать ровные сглаженные
поверхности приходится снимать довольно много металла. Когда это сделано
начинаем обрабатывать поверхность уже наждачной бумагой начиная с крупной, Можно при помощи того же
электрогравера, можно вручную отрезая тонкие полоски. Процесс довольно
трудоёмкий долгий и утомительный. Потом полируем выпускной коллектор при помощи
резиновых кругов различной зернистости и различного диаметра, ими очень удобно
работать, они позволяют обработать практически все труднодоступные места. 

По окончании работ самое главное это тщательно очистить ГБЦ
от металлической стружки и образива, от этого будет зависеть ресурс мотора.
Можно промыть поверхности бензином. Лично я промывал ГБЦ бензином, потом в
ванной с мылом и шампунем под струей
горячей воды, главное только потом быстро просушить можно при помощи
строительного фена и смазать
поверхности, которые могут заржаветь и окислиться. 
Сборка
После сушки собираем ГБЦ как обычно, по необходимости
притираем клапана, как это сделать можно прочитать (тут) устанавливаем ГБЦ на
двигатель, собираем, тестируем радуемся.
|